昆山在线视频一区二区三区管業有限公司
手 機:13862671186
13621557911
電 話:0512-50121651
傳 真(zhēn):0512-50121658
郵 箱:6679788@qq.com
網 址:www.zamagu.com
地 址:江蘇(sū)省 蘇州市 昆山市 錦溪生(shēng)態產業園錦東路353號
PVC塑料(liào)是一種多組分塑料,根據不(bú)同的用途可加(jiā)入不同添加(jiā)劑,因組分不同,PVC製品呈現不同的物理力學性能(néng),針對不同場合應用。而PVC塑料管在塑料管(guǎn)中所(suǒ)占的比例較大。
PVC管材分硬軟兩種
RPVC管是將PVC樹脂與穩定劑、潤滑劑等助(zhù)劑混合,經造粒後(hòu)擠出機成型製得,也可采用粉料一次擠出成型。RPVC管耐化學腐蝕性與(yǔ)絕緣性好,主要(yào)輸送各種流體,以(yǐ)及用作(zuò)電線套管等。RPVC管易切割、焊接、粘接、加(jiā)熱可彎曲,因此(cǐ)安(ān)裝使用非常方便。
SPVC管是(shì)由PVC樹脂加入較大量增塑劑和一定量穩定劑,以及其他助劑,經造粒後擠出(chū)成型製造。SPVC管材(cái)具有優良的化學穩定性(xìng),卓越(yuè)的電絕緣性和良好的柔軟性和著色性,此(cǐ)種管常(cháng)用來代替橡膠(jiāo)管,用以輸送(sòng)液體及腐蝕性介質,也用作電纜套管及電線絕緣管(guǎn)等(děng)。本文我們將詳細講訴RPVC的原料選擇、工藝流程、工藝控製以及擠出管材常出現的(de)缺陷及改進原因(yīn)。
一、RPVC原料選擇及配方
硬管生產中樹脂應選用聚合度(dù)較低的SG-5型樹脂,聚(jù)合度愈高,其物理力學性能及耐熱性愈好,但樹(shù)脂流動性差,給加工帶來一定困難,所以一般選用黏度為(1.7~1.8)×10-3Pa•s的SG-5型樹脂為宜(yí)。
硬管一(yī)般采用鉛(qiān)係穩定劑,其熱穩定性好(hǎo),常(cháng)用三鹽基性鉛,但它(tā)本身潤滑性較差,通(tōng)常(cháng)和潤滑性好的鉛、鋇皂類(lèi)並用。
加工硬管,潤滑劑的選擇和使(shǐ)用很重要,既要考慮(lǜ)內潤滑降低(dī)分子間作用力,使熔體黏度下(xià)降有利成型,又要考慮外潤滑(huá),防止熔(róng)體與熾熱的金屬(shǔ)粘連,使製品表(biǎo)麵光亮。
內潤滑一般用金屬皂類,外潤滑(huá)用(yòng)低熔(róng)點蠟。
填充劑主要用碳酸鈣和鋇(重晶石(shí)粉(fěn)),碳酸鈣使管材表麵性能好,鋇可改善成型性(xìng),使管材易定型,兩者可降低成(chéng)本,但用量過多會(huì)影響管材(cái)性能(néng),壓力管和耐腐蝕(shí)管優先不加或少(shǎo)加填充(chōng)劑。
二、工藝流程
RPVC管的成型使(shǐ)用SG-5型PVC樹脂,並加入穩定劑、潤滑(huá)劑、填充劑、顏料等,這些原料經適當的處理後按配方進行捏合,若擠管采用單螺杆擠(jǐ)出機,還應將(jiāng)捏合後的粉料造成粒,再擠出成型;若采(cǎi)用雙螺(luó)杆擠出機,可直接用粉料成型,RPVC管材工藝(yì)流程(chéng)如圖3-1所示。
另外,在生產中可與(yǔ)上述所示流程不同,即采取粉料(liào)直接擠出管材而不進行造粒(lì),但應注意兩點(diǎn):
1)其一,粉料直接擠出成型優先采用雙螺杆擠出機,因粉料與(yǔ)粒料相(xiàng)比,少了一次混合剪切塑化工序,故(gù)采用雙螺杆擠(jǐ)出機可(kě)加強剪切(qiē)塑化,達到預期效果;
2)其二,因粒料比粉料密實,受熱及熱的傳導不良(liáng),故粉料的加工溫度可比(bǐ)相應(yīng)粒料的加工溫度低10℃左右為宜。
三、工藝條件及控製
在生產過程中,由於(yú)PVC是熱敏性材料,即使加入熱穩定劑也隻能是提高分解溫度,延長穩定時間而不可能不出現分解,這就要求(qiú)PVC的成型加工溫度(dù)應嚴格控製。特別是RPVC,因(yīn)其加工溫度與分解(jiě)溫度很接(jiē)近(jìn),往往因為溫度控製不當(dāng)造成(chéng)分解現象。因此,擠出溫度應根據配方、擠(jǐ)出機特性、機頭結構、螺杆轉速、測溫點位(wèi)置、測溫儀器的誤差及測溫點深度等(děng)因素確定。
1、溫度的控製
溫度的控製是擠出操作中重要的控製因素(sù)。擠(jǐ)出成型所(suǒ)需的控製因素的溫度是機筒溫度、機徑溫度、口模溫度。溫度過低,塑化不良,管材外(wài)觀無光澤,力學性能差,產品質量達不到要求:溫度過高,物料會發生分解,產品變色等現象(xiàng)出(chū)現。
2、螺杆(gǎn)轉速
螺杆轉(zhuǎn)速提高,擠出量增加,從而可提高產量,但容易產(chǎn)生塑化不良的現象,造成管(guǎn)材內壁毛糙,強度下降,這時應調節機(jī)頭壓力,使產量、質量到達較佳。螺杆的溫度控製影響到(dào)物料輸送率、物料的塑化、熔融質量等。擠出管材需要(yào)通(tōng)冷卻水,降低螺杆溫度,有利於提高塑化質量,螺杆(gǎn)通冷卻水溫度在50~70左(zuǒ)右。
3、牽引速度
再擠出(chū)操作中牽引速度的調節很重要(yào),物料經擠出熔融塑化,從機頭(tóu)連續擠(jǐ)出後被牽引,從而進入定型裝置、冷卻裝置(zhì)、牽引裝置等,牽引速度應與擠出速度相匹配。一般在正常生產時,牽引速度應比管材的擠出(chū)速度快1%~10%左右。
4、壓縮空(kōng)氣和壓力
壓(yā)縮空氣能夠將管材管材吹脹,使管(guǎn)材保持一定的圓度。要求壓力應大小適當。壓力過小(xiǎo),管材不圓,壓力過大,芯模被冷卻,管材內壁出現(xiàn)裂口,不光滑,管材(cái)質量下(xià)降。同時壓力要求穩定,如壓力(lì)忽(hū)大忽小,管材(cái)容易產生竹節現狀。
5、定徑裝置、冷卻裝置的溫(wēn)度
擠出不同的塑料產品,采(cǎi)用不(bú)同的定徑方式和(hé)冷卻(què)方式,冷卻的介(jiè)質可以是空氣、水或(huò)其他類液(yè)體,需要控製溫度,其溫度主要與生(shēng)產效率(lǜ)、產品內應力等有關。
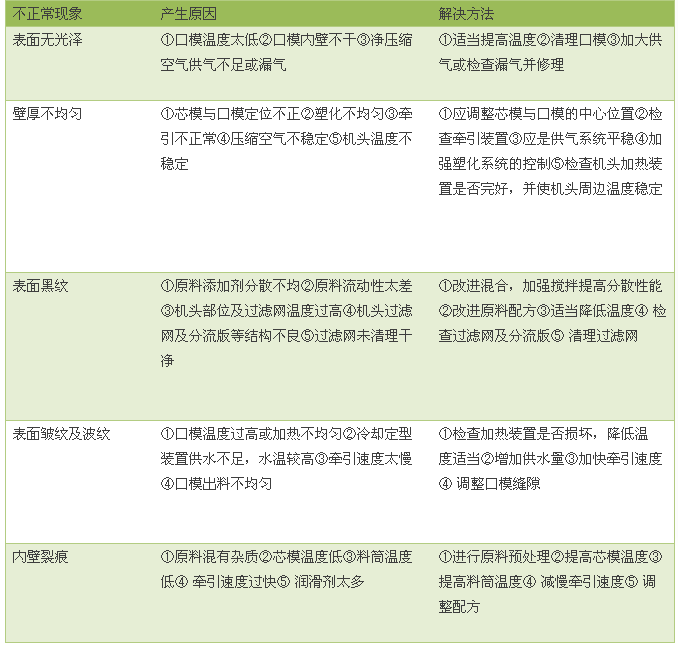
四、擠出管材常出現的(de)缺陷(xiàn)及改進原因